
లేజర్ కట్టింగ్కట్ చేయవలసిన పదార్థంపై లేజర్ పుంజం వికిరణం చేయడం, తద్వారా పదార్థం వేడి చేయబడి, కరిగించి, ఆవిరైపోతుంది మరియు కరుగును అధిక పీడన వాయువుతో ఎగిరిపోయి రంధ్రం ఏర్పడుతుంది, ఆపై పుంజం పదార్థంపై కదులుతుంది, మరియు రంధ్రం నిరంతరంగా చీలికను ఏర్పరుస్తుంది.
సాధారణ థర్మల్ కట్టింగ్ టెక్నాలజీ కోసం, ప్లేట్ అంచు నుండి ప్రారంభించబడే కొన్ని సందర్భాల్లో తప్ప, వాటిలో ఎక్కువ భాగం ప్లేట్లో ఒక చిన్న రంధ్రం వేయాలి, ఆపై చిన్న రంధ్రం నుండి కత్తిరించడం ప్రారంభించాలి.

యొక్క ప్రాథమిక సూత్రంలేజర్ కుట్లుఉంది: ఒక నిర్దిష్ట శక్తి లేజర్ పుంజం మెటల్ ప్లేట్ యొక్క ఉపరితలంపై వికిరణం చేయబడినప్పుడు, దానిలో కొంత భాగాన్ని ప్రతిబింబించడంతో పాటు, లోహం ద్వారా గ్రహించబడిన శక్తి లోహాన్ని కరిగించి కరిగిన లోహపు పూల్గా ఏర్పడుతుంది.లోహ ఉపరితలానికి సంబంధించి కరిగిన లోహం యొక్క శోషణ రేటు పెరుగుతుంది, అనగా, లోహం యొక్క ద్రవీభవనాన్ని వేగవంతం చేయడానికి ఎక్కువ శక్తిని గ్రహించవచ్చు.ఈ సమయంలో, శక్తి మరియు గాలి పీడనం యొక్క సరైన నియంత్రణ కరిగిన పూల్లోని కరిగిన లోహాన్ని తొలగించగలదు మరియు లోహం చొచ్చుకుపోయే వరకు కరిగిన పూల్ను నిరంతరం లోతుగా చేస్తుంది.
ఆచరణాత్మక అనువర్తనాల్లో, పియర్స్ సాధారణంగా రెండు విధాలుగా విభజించబడింది: పల్స్ పియర్సింగ్ మరియు బ్లాస్ట్ పియర్సింగ్.
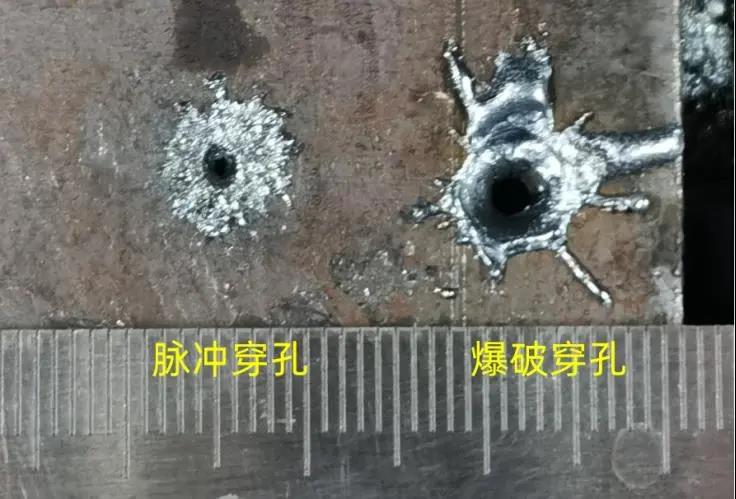
1. పల్స్ పియర్స్ యొక్క సూత్రం ఏమిటంటే, కట్ చేయవలసిన ప్లేట్ను రేడియేట్ చేయడానికి అధిక పీక్ పవర్ మరియు తక్కువ డ్యూటీ సైకిల్తో పల్సెడ్ లేజర్ను ఉపయోగించడం, తద్వారా తక్కువ మొత్తంలో పదార్థం కరిగిపోతుంది లేదా ఆవిరైపోతుంది మరియు రంధ్రం ద్వారా రంధ్రం ద్వారా విడుదల చేయబడుతుంది. నిరంతర కొట్టడం మరియు సహాయక వాయువు యొక్క మిశ్రమ చర్య కింద, మరియు నిరంతరంగా.షీట్ చొచ్చుకుపోయే వరకు క్రమంగా పని చేయండి.
లేజర్ వికిరణం యొక్క సమయం అడపాదడపా ఉంటుంది మరియు దాని ద్వారా ఉపయోగించే సగటు శక్తి సాపేక్షంగా తక్కువగా ఉంటుంది, కాబట్టి ప్రాసెస్ చేయవలసిన మొత్తం పదార్థం గ్రహించిన వేడి సాపేక్షంగా తక్కువగా ఉంటుంది.చిల్లులు చుట్టూ తక్కువ అవశేష వేడి ఉంటుంది మరియు పియర్స్ సైట్ వద్ద తక్కువ అవశేషాలు ఉంటాయి.ఈ విధంగా కుట్టిన రంధ్రాలు కూడా సాపేక్షంగా సాధారణ మరియు చిన్న పరిమాణంలో ఉంటాయి మరియు ప్రాథమికంగా ప్రారంభ కట్టింగ్పై ప్రభావం చూపదు.
పోస్ట్ సమయం: జనవరి-08-2022